
電子ビームによる穴加工
電子ビームを使って穴加工も可能です。この技術によると他の方法よりも高速で厚い板に穴あけをすることができ、フィルターやスクリーンを長寿命化することが可能です。
電子ビーム穴加工の原理
電子ビームによる穴加工(パーフォレーション)は専用の加工機によって行われます。
この装置は電子ビームをパルスで出します。板に対してパーフォレーションを行うには、まず板をドラム状に巻く事から始めます。ドラムの内面(板の裏側)にはバッキング材を貼り付けます。このバッキング材は穴加工に重要な役割を果たします。一般に溶融を伴う切断や穴加工のような除去加工は溶かした材料を元の位置から取り去ることが必要です。例えばガス切断では溶かした鉄を高圧の酸素で酸化しながら吹き飛ばします。レーザーやプラズマにおいても窒素、酸素、アルゴンなどのガスによって溶融した材料を除去します。これに対して電子ビームを利用する場合は真空中で加工を行うために、ノズルからガスを吹き付けて材料を除去することは不可能です。電子ビームによる穴加工では、上に述べたバッキング材が分解する時に発生するガスを利用します。
以下にパーフォレーションの原理を説明します。
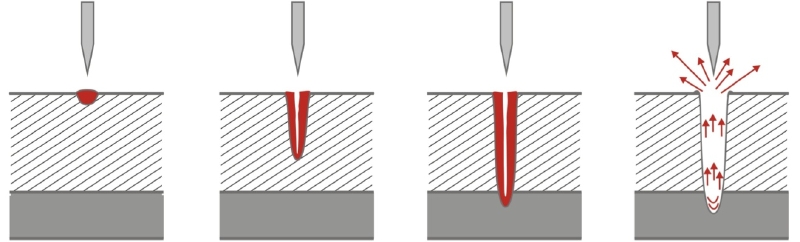
材料に電子ビームが当たると溶接の場合と同じように表面が溶融し、非常に短時間の内にキーホールが形成されます。このキーホールが裏面に達してビームがバッキング材に当たると、バッキング材は分解してガスを爆発的に発生します。このガスはビームの当たっているところしか発生しませんので、全体の量はわずかですが、キーホールの壁に存在している溶融金属を吹き飛ばすには十分な量と圧力となります。このようにパルスビームの当たったところは穴となります。
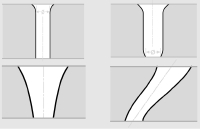 ビームの入射した面に溶融金属が噴出しますので、表面にはバリやスパッタが付着しますが、バッキング材側はバリの発生はありません。また、パラメータの変更により円筒断面の穴だけではなくテーパー穴、ラッパ状の穴も加工できます。また、傾いた穴も形成可能です。
ビームの入射した面に溶融金属が噴出しますので、表面にはバリやスパッタが付着しますが、バッキング材側はバリの発生はありません。また、パラメータの変更により円筒断面の穴だけではなくテーパー穴、ラッパ状の穴も加工できます。また、傾いた穴も形成可能です。
pro-beamパーフォレーション装置の仕様

電子ビーム穴加工機PK20
加工可能範囲
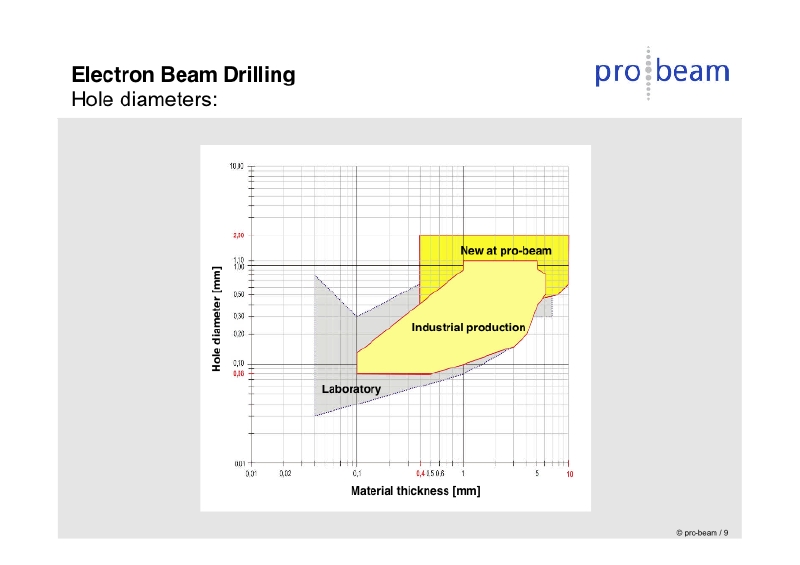
上のグラフは電子ビームによるパーフォレーションで加工可能な穴径と板厚の範囲を示しています。工業的に使用されているのは黄色に塗られた部分ですが、最新のプロビーム穴加工機ではさらに大きな穴径を実現し、2mmの穴まで可能となりました。
電子ビームによる穴加工の仕様
pro-beamパーフォレーション装置の諸元を以下に示します。
- 穴径 最小 0.08mm 最大 2.0mm
- 加工速度 穴径や材料の板厚に依存、(一例:2,000穴/秒、豆腐用フィルター)
- 穴径/板厚比 標準 1:2 〜 1:10、最大 1:20
- ワークピースの制限 チャンバーに入ること、ビームを照射できること
- 加工範囲 穴の配列は自由、収縮、変形には注意が必要
- 開口率 最大10 〜 20%
- 穴形状 テーパー穴からほぼ円筒形状まで
- 穴の傾き 表面に対して直角から25°まで
- 材質 すべての金属、他の材料は別途相談
穴加工の例
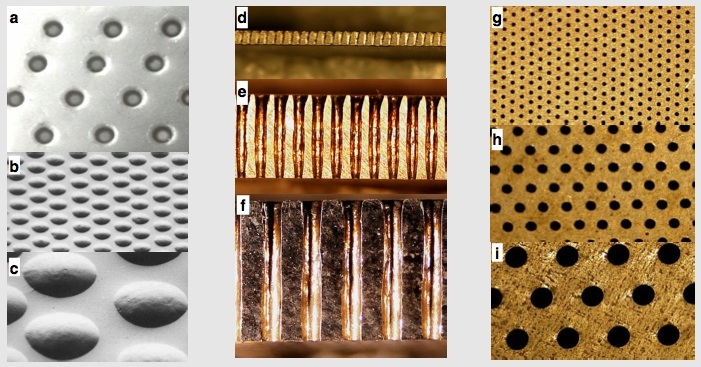
a)セラミック(アルミナ)への穴加工、穴径0.5mm、厚さ0.2mm
b)c)グラビア印刷用の銅シート
d)豆腐製造用フィルター、穴径0.1mm、厚さ0.5mm、開口率10%
e)紙パルプ用遠心分離機用フィルター、穴径0.2mm、厚さ3mm、開口率10%
f)耐熱合金製グラスウール製造用スピナー、穴径0.8mm、厚さ6mm
g)、h)、i) d、e、fの表面形状
 Facebookページ
Facebookページ HOME
HOME 会社情報
会社情報 製品紹介
製品紹介 お問い合わせ
お問い合わせ プライバシーポリシー
プライバシーポリシー 求人情報
求人情報 独逸観光案内
独逸観光案内 前のページへ
前のページへ